






Náš stroj na výrobu vlnitých trubek s dvojitou stěnou lze použít pro různé účely.Může vyrábět jednostěnné vlnité trubky, dvoustěnné vlnité trubky, dvoustěnné perforované vlnité trubky, tunelové záslepky proti průsaku vody proti krystalizaci, vnitřní dekorace pro přívod čerstvého vzduchu a bambusové trubky.Formu můžeme vyměnit.V pohodě
Potrubí čerstvého vzduchu, PE speciální vlnitá trubka pro výměnu vzduchu, větrací box, ventilační hadice, nosná ventilační trubka
Systém čerstvého vzduchu vlnitá trubka 75/110PE trubka dvoustěnná plastová trubka potrubí čerstvého vzduchu klimatizace ventilační hadice
Systém čerstvého vzduchu dvouvrstvá vlnitá trubka vedení čerstvého vzduchu PE trubka 75, 110, 160

PE potrubí 75 vzduchovodu výfuková hadice PE potrubí systém čerstvého vzduchu dvojitá vlnitá hadice
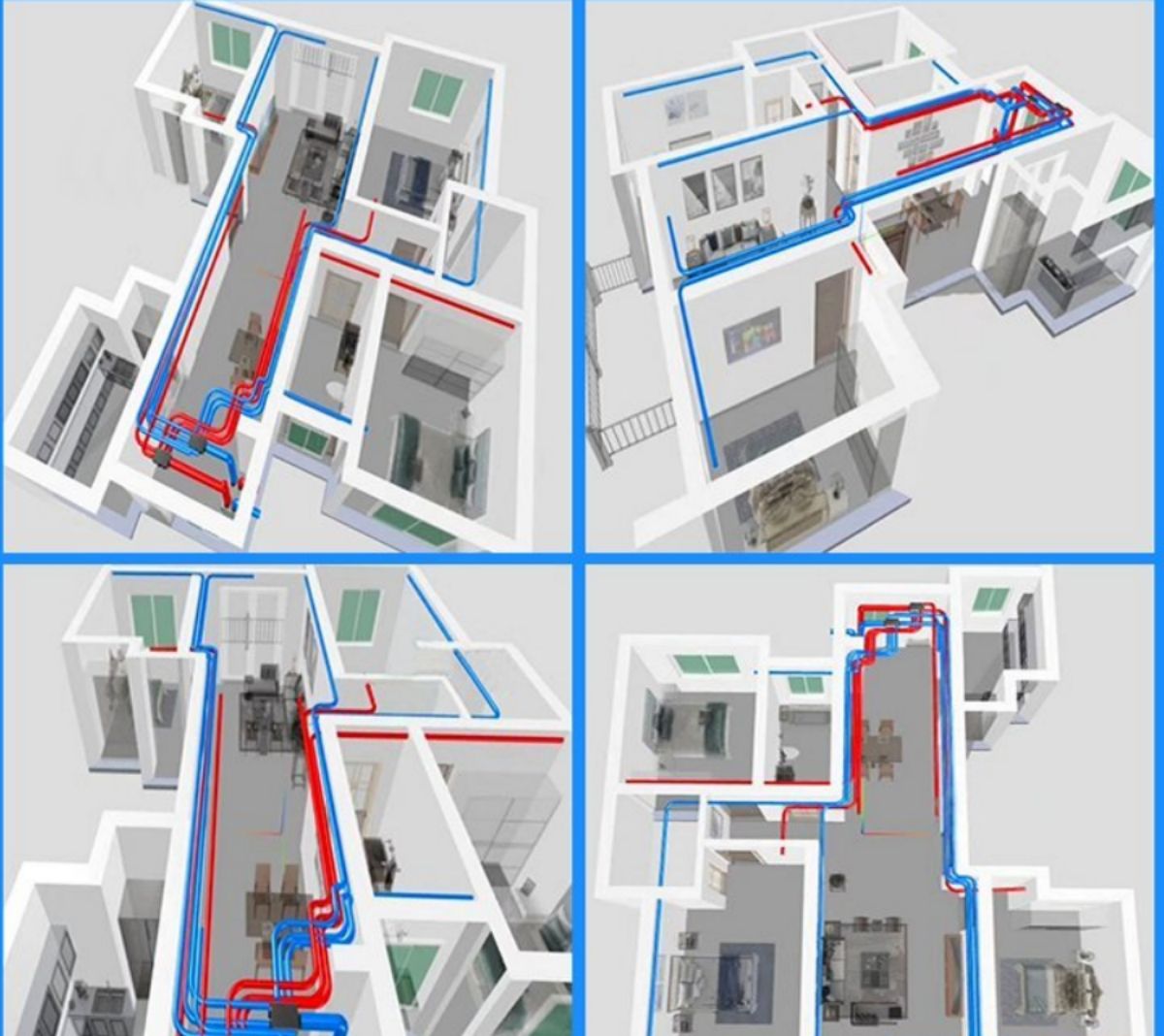
Systém čerstvého vzduchu je založen na použití speciálního zařízení na jedné straně uzavřené místnosti, které posílá čerstvý vzduch do místnosti a poté jej vypouští ven speciálním zařízením na druhé straně.Uvnitř bude vytvořeno „pole čerstvého vzduchu/proudění“, aby vyhovovalo potřebám vnitřního čerstvého vzduchu.Implementačním plánem je použití vysokého tlaku větru a ventilátorů s velkým průtokem, spoléhat se na strojní zařízení, které dodává vzduch z jedné strany do místnosti, a pomocí speciálně navrženého odsávacího ventilátoru jej vypouštět ven z druhé strany, aby se vytvořil pole čerstvého vzduchu/průtok v systému.Při přivádění vzduchu se vzduch vstupující do místnosti filtruje, okysličuje a předehřívá (v zimě).

Nové vybavení vzduchového potrubí se skládá z: vnější stěna hostitele + vnitřní stěna hostitele + strojní hlava + forma + tvarovací stroj + navíjecí stroj
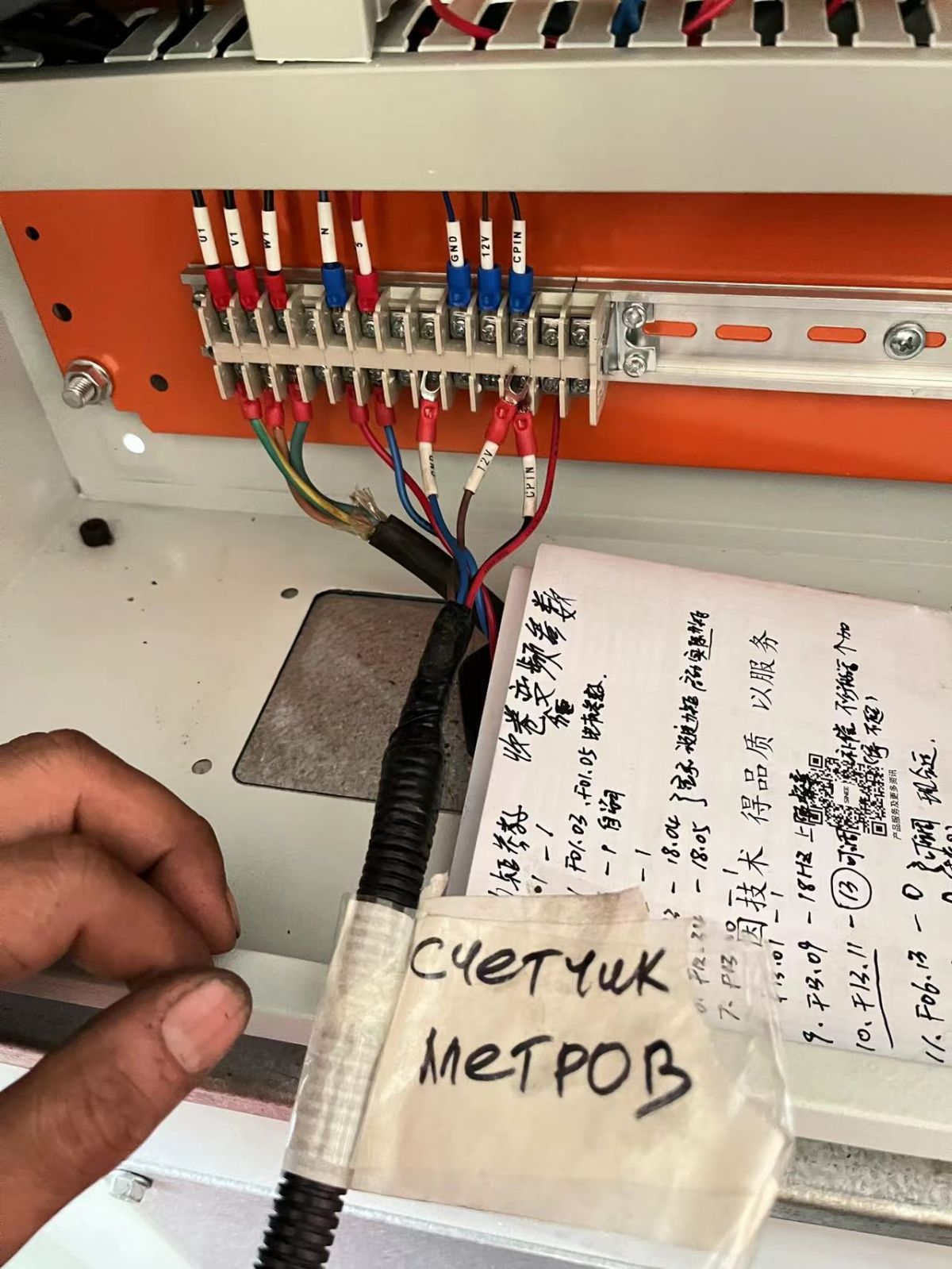
Doporučuje se, aby zákazníci provedli obecné uzemnění a postavili 6metrový měděný vodič pro připojení všech strojů a jejich současné uzemnění.Formovací stroj a navíjecí stroj jsou všechny 380V.Celkový instalovaný výkon je 65 kilowattů a skutečná výroba je 25 kilowattů (25 kilowatthodin).
Doporučuje se, aby vzdálenost mezi tvářecím strojem a navíjecím strojem byla 6 metrů
Vzdálenost od hostitele vnější stěny k formovacímu stroji je 825 MM a vzdálenost od hostitele vnitřní stěny k formovacímu stroji je 785 MM.
Když jsme přišli s jednostěnnou vlnitou trubkou, právě jsme vypnuli extrudér s vnitřní stěnou.
Můžete také přidat podavač drátu pro ocelový drát, abyste vytvořili vlnitou trubku pro silové rozvody.Otvor pro železný drát by měl být vyvrtán do formy.Průměr železného drátu by neměl přesáhnout 1,0 mm.Použitý vodní plášť by se měl také změnit na dutý dvouvrstvý.


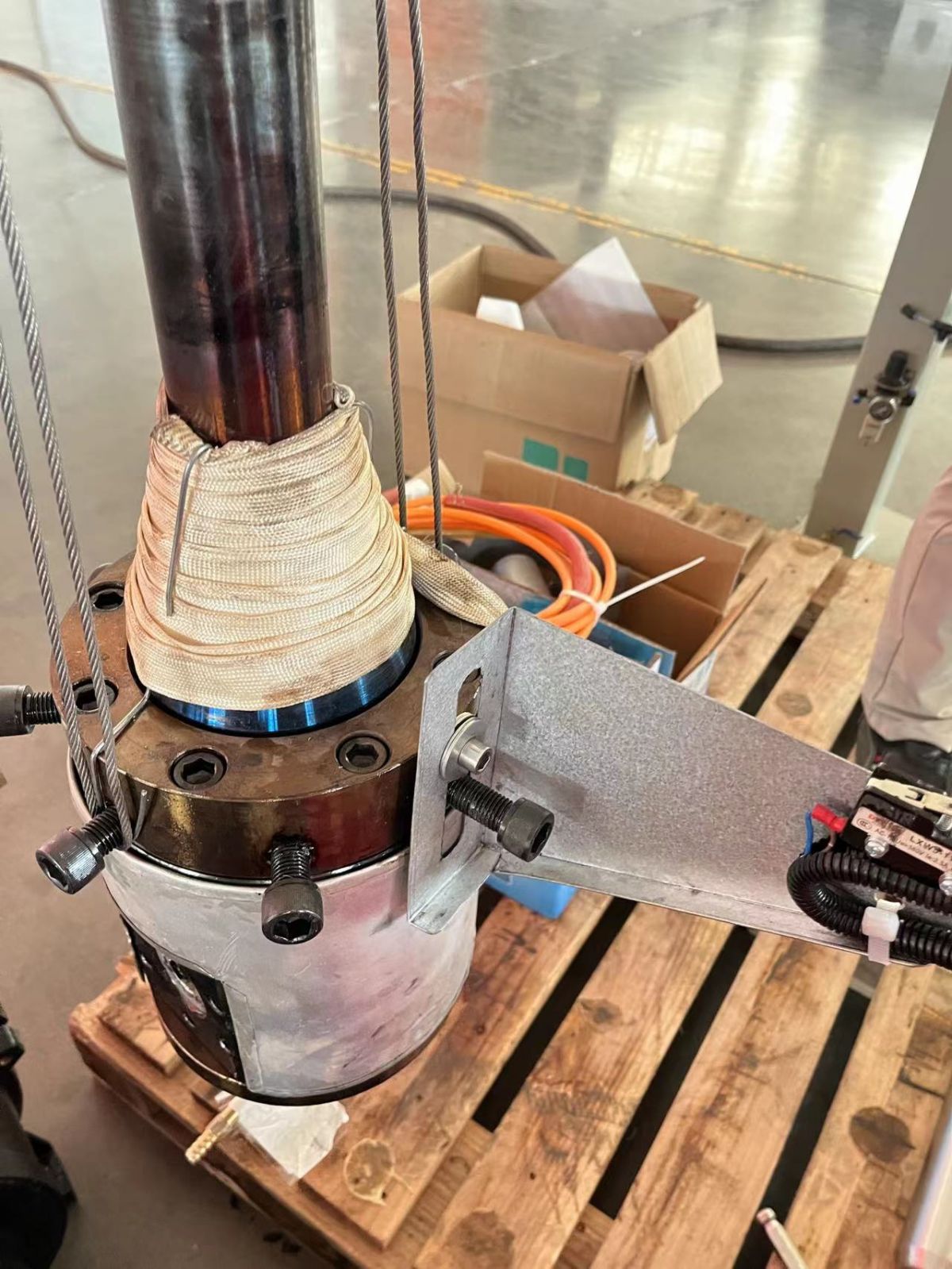
Extrudér se zahřívá na 200-220 stupňů po dobu 1,5-2 hodin, v závislosti na jakosti materiálu.Čtyři a pět oblastí hlavy stroje jsou záložní oblasti.Poté, co teplota dosáhne teploty, poté, co hostitelská forma a formovací stroj nalezly rovnováhu, úroveň rámu obráběcího stroje je Abyste se ujistili, že je to přesné, umístěte vodováhu na formu, abyste ji vyrovnali.Po vyrovnání nezapomeňte utáhnout 12 šroubů na levé a pravé straně formy.Pokud není vyrovnána, materiál nevytéká a hlava stroje se otírá o formu.Na formovacím stroji jsou seřizovací šrouby nahoře, dole, vlevo a vpravo.
Při vyrovnávání musíte zajistit, aby bylo nejpřesnější vytlačit trochu materiálu po předehřátí a poté najít rovnováhu.
Nastavte průhyb vnější stěny a poté použijte kruh velkých šroubů na topném pásu na hlavě stroje.Která strana vnější stěny je silnější, která strana je těsnější a která strana je volnější;upravte průhyb vnitřní stěny a pak jsou na matrici 4 malé šrouby, která strana Která strana je tenčí?Vnitřní stěna a vnější stěna jsou protilehlé.

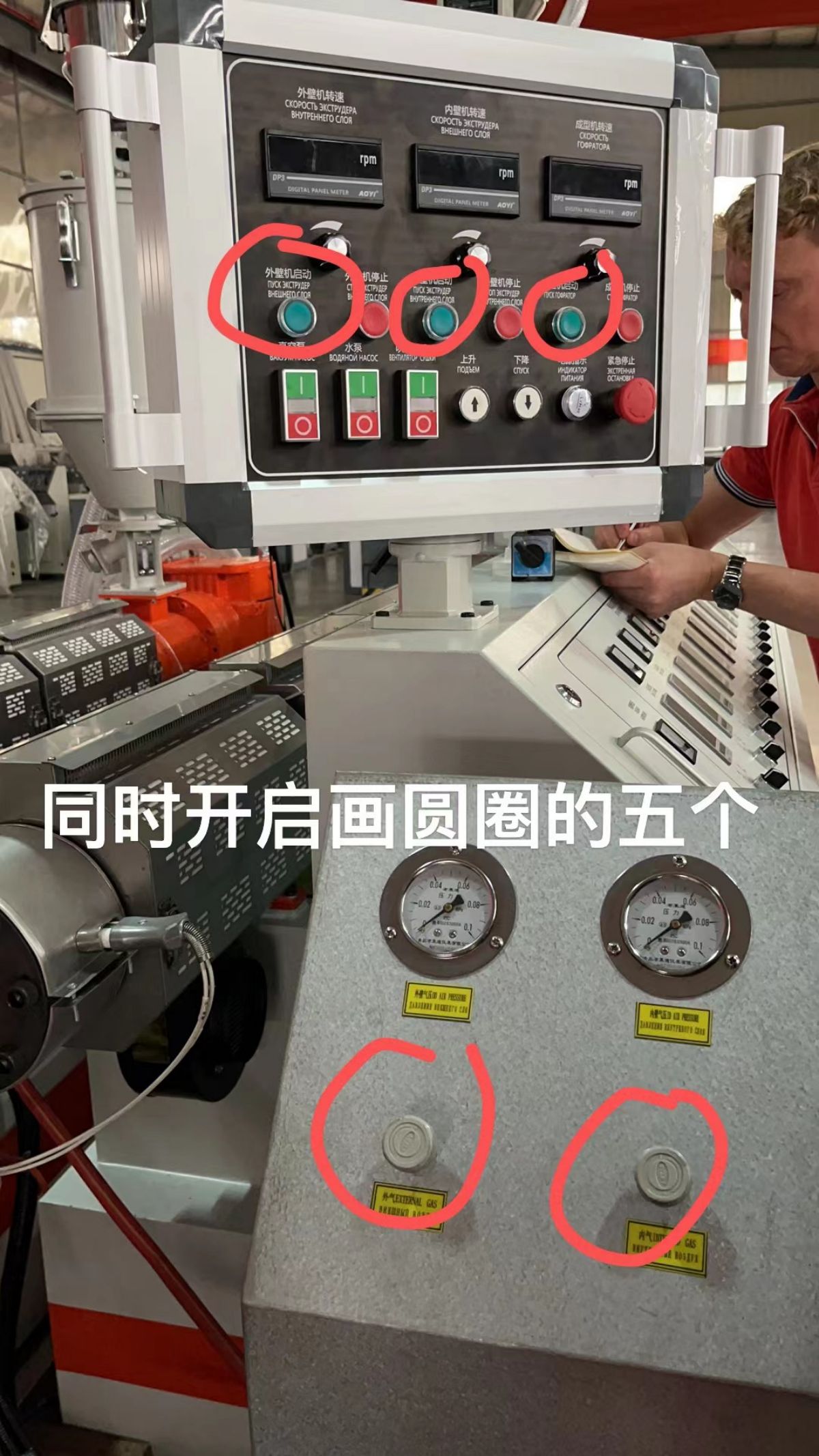
Spusťte tři zelená tlačítka (vnější stěna, vnitřní stěna a formovací stroj na konzolové krabici).Otáčky stroje s vnější stěnou začínají na 272 - normální provoz je 290 ot./min., otáčky stroje s vnitřní stěnou jsou 265 - běžný provoz je 214 ot./min., otáčky formovacího stroje jsou 614 ot./min. a rychlost formovacího stroje se zrychluje během následné výroby.704RPM, hostitelský proud ukazuje 16A, díky čemuž je tloušťka stěny tenčí.Při výrobě nového vzduchovodu by vnitřní stěna neměla být příliš silná, jinak nebude mít vnitřní stěna dobré zakřivení.

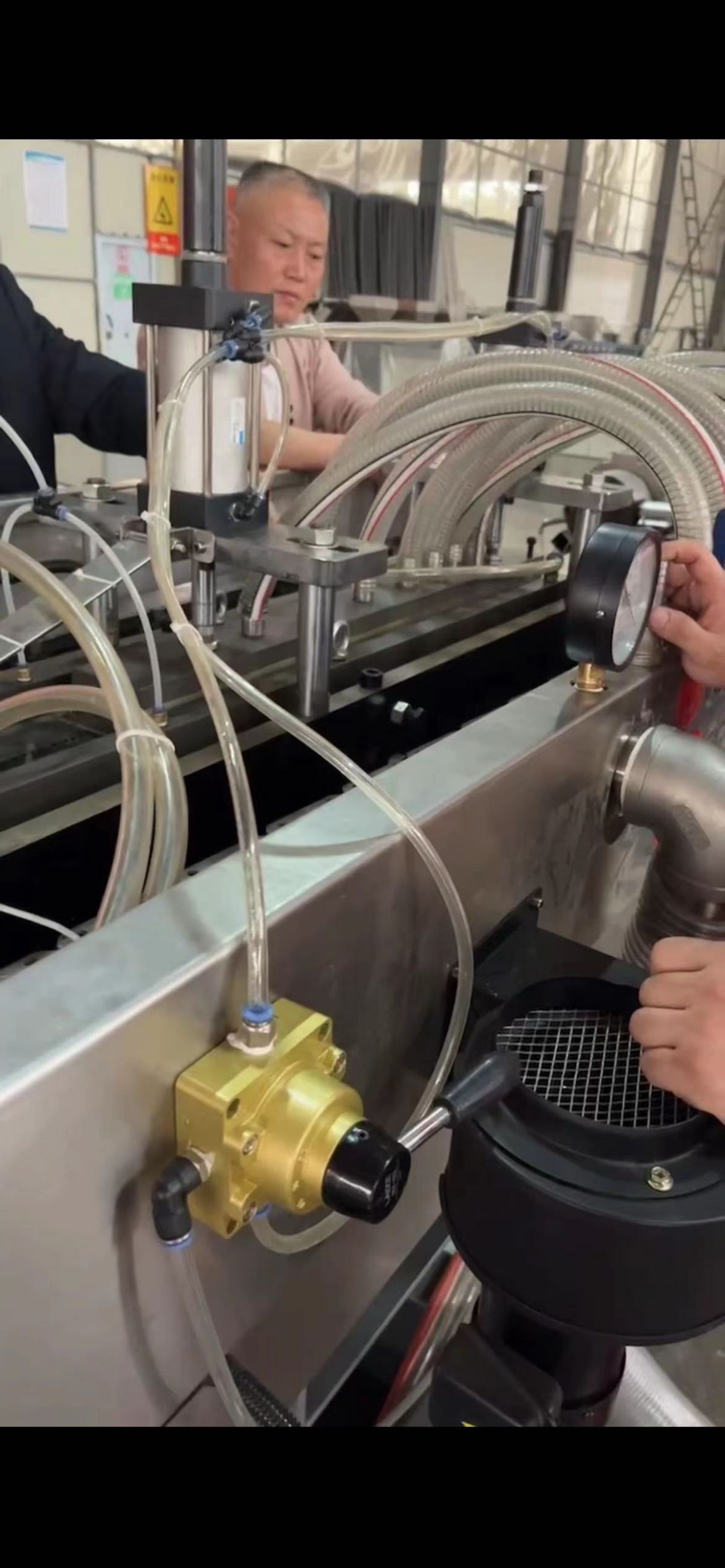
Při současném zapnutí tlaku vzduchu na vnitřní a vnější stěnu se doporučuje vnitřní tlak mezi 0,02-0,04 a vnější tlak je podobný.Najděte bod rovnováhy.Trubka vzduchového čerpadla musí být tlustší, aby byl zajištěn stabilní tlak vzduchu.Vnitřní a vnější tlakoměr vzduchu musí být stabilní a nesmí kolísat., jinak to ovlivní hřeben vlny.Když je vnější stěna tenká, není nutné používat vakuový systém.
Vzduchový kompresor o výkonu 15 kW může napájet 4 vedení.Doporučuje se použít vzduchovou trubku o průměru 40 mm, 0,5-0,6 MPA.Tlak vnitřní stěny je větší než tlak vnější stěny a vnitřní vzduch je větší než vnější vzduch, protože na vnitřní stěně je úhel R.Při spouštění zkontrolujte provozní proud.Střídač se zapne a zobrazí se proud, 50 % 7042 a 50 % 5502, vnitřní stěna je 5 kg, vnější stěna je 12 kg a vnější stěna je 2 až 3krát větší než vnitřní stěna.
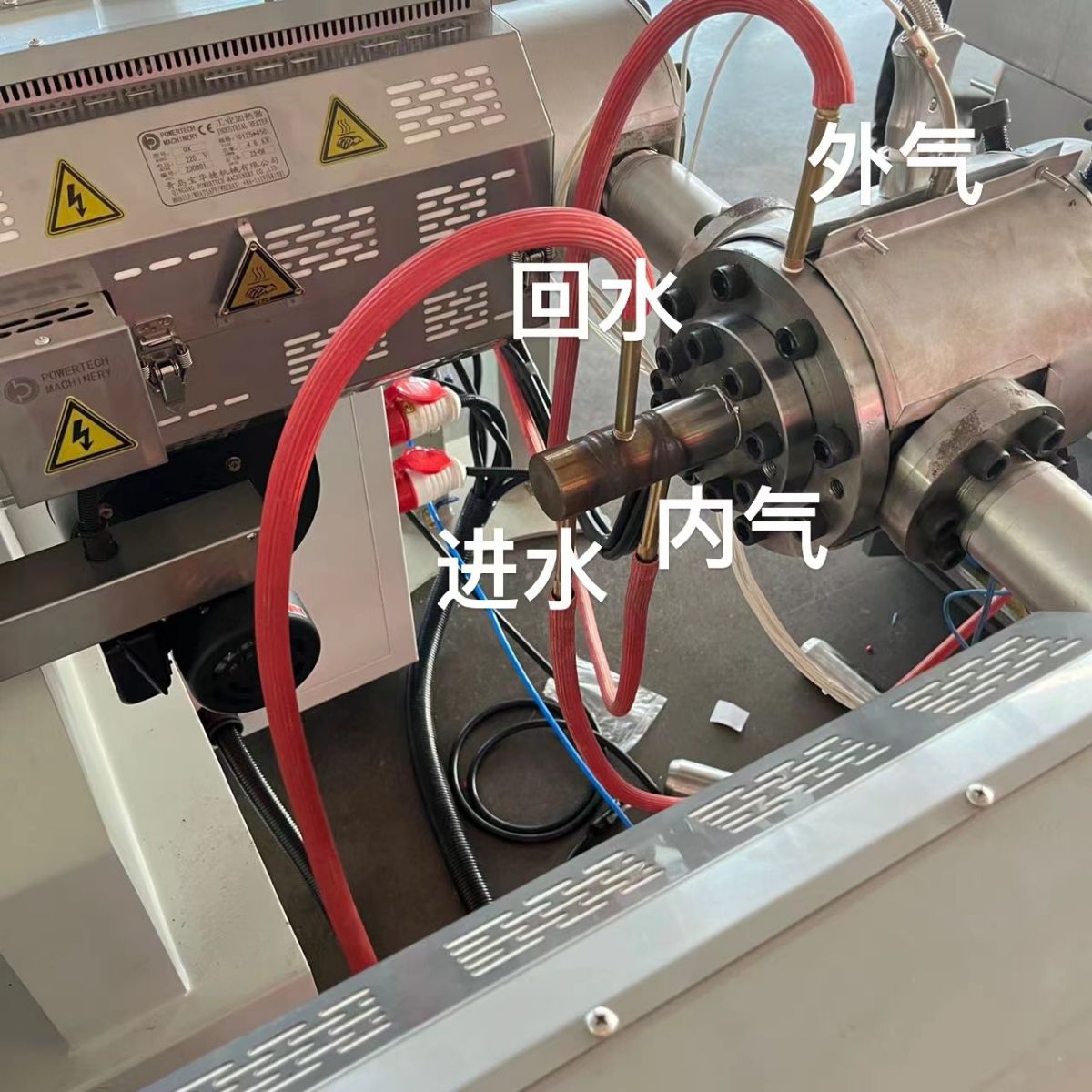
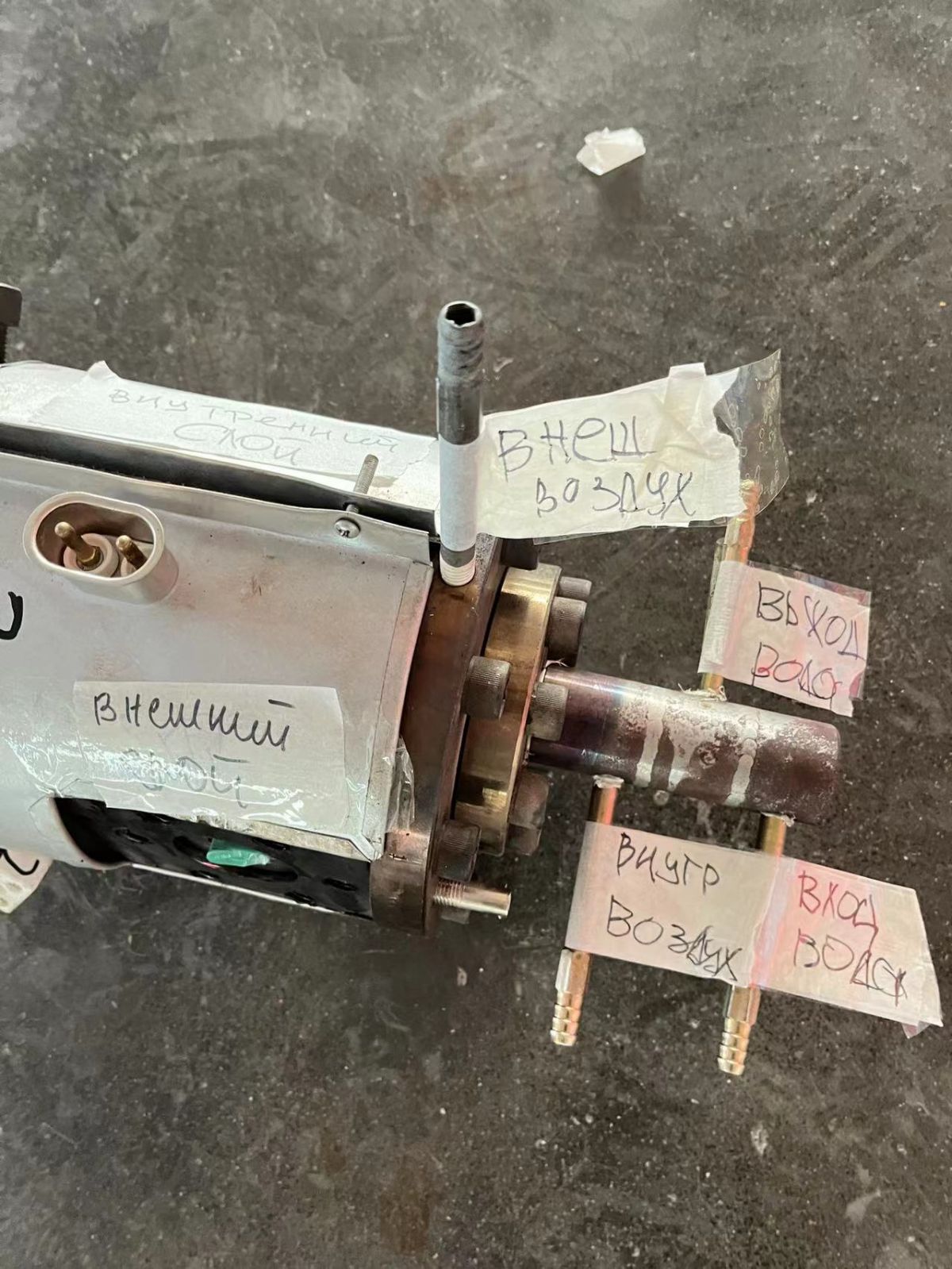
Zleva doprava na tyči jádra formy u ústí formy jsou vnější vzduch, vnější stěna, vnitřní vzduch a vnitřní stěna.
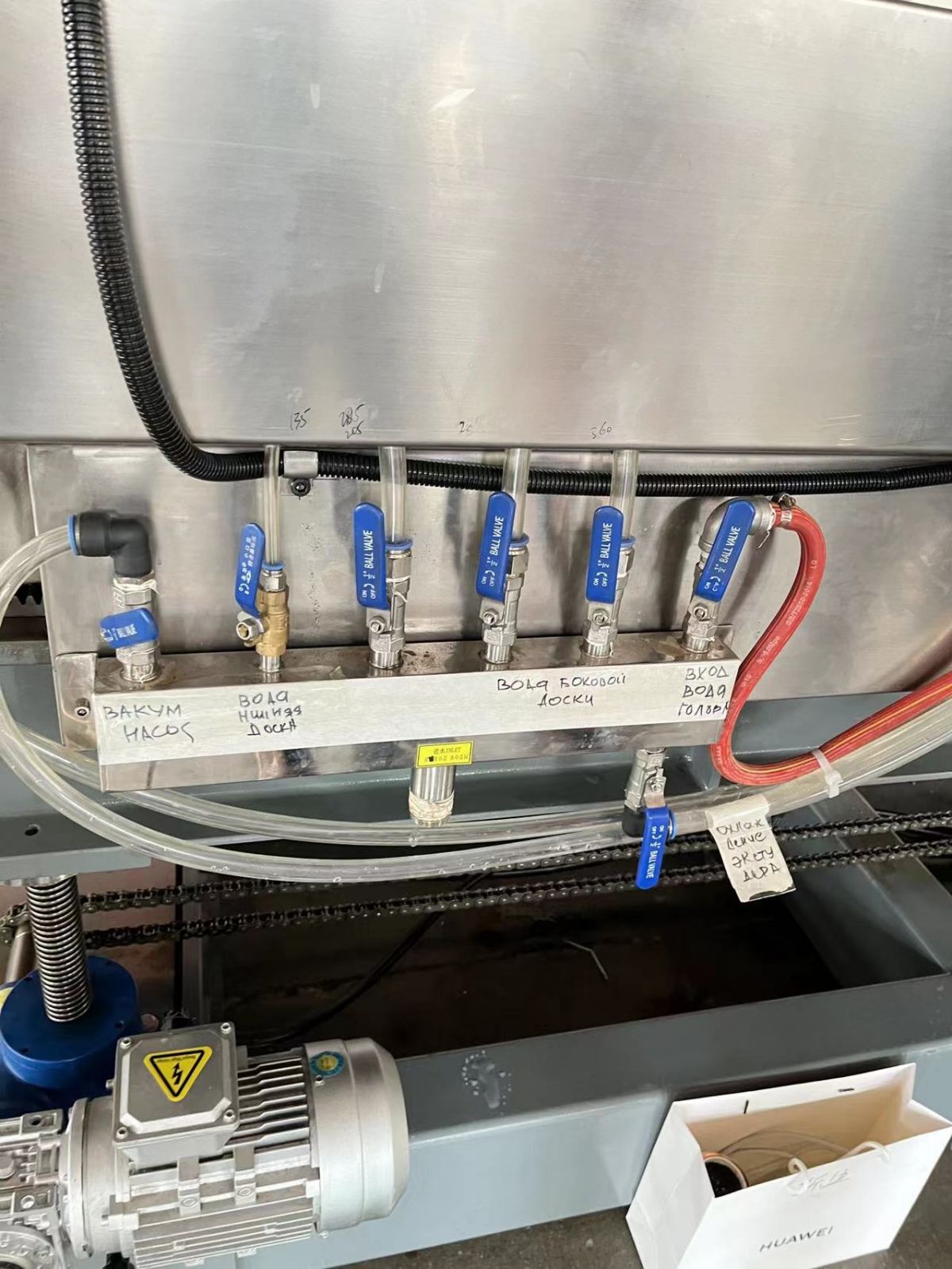
Otevřete různé vodní kanály formovacího stroje
Vakuoměr na formovacím stroji je kolem 0,08.Hned vpravo je přetlakový ventil vakuometru.

Pokud je zelený těsnicí kroužek vodního pláště porušený, bude prosakovat.Často jej kontrolujte a vyměňujte.
Po otočení vodního pláště včas otevřete ventil vodního pláště na pravé straně formovacího stroje s otevřeným směrem nahoru a dolů, aby se zabránilo spálení O-kroužku vodního pláště teplem z hlavy stroje. .
Při instalaci vodního pláště jej utáhněte a otočte trochu zpět.Účelem je umožnit vodnímu plášti přirozeně se vyrovnat nahoru, dolů, doleva a doprava.Když se formovací stroj přiblíží k vodnímu plášti, držte vodní plášť nahoře.
Matrice na vnější stěně by měla být zarovnána s polohou lisovacího válce ve vzdálenosti 345 mm (jak je znázorněno na obrázku)

Při výrobě vodní nádrže musíte mít filtr a používat čistou vodu.Voda s vodním kamenem zablokuje vodní plášť a vodní čerpadlo.


Kroky vypnutí:
Nejprve zastavte hlavní stroj, hlavní stroj na vnější stěnu a vnitřní stěnu, počkejte, až materiál vyjde, poté zastavte formovací stroj a okamžitě odstraňte vodní plášť.Vodní plášť je studený a lze jej otáčet přímo rukou a poté zavřete hlavní knoflík elektrické skříně (vodorovně vodorovně).Napájení je vypnuto ve směru doleva a doprava a napájení je zapnuto ve směru nahoru a dolů).Před dalším spuštěním stroje nezapomeňte nejprve zahřát trn matrice hlavy stroje, jinak materiál uvnitř ztuhne.Pokud se nezahřeje, snadno praskne.
Pro chladič lze použít vakuové čerpadlo, ale vodní čerpadlo není potřeba.Je to jen rezervované.
Doporučuje se, aby zákazníci provedli obecné uzemnění a postavili 6metrový měděný vodič pro připojení všech strojů a jejich současné uzemnění.Formovací stroj a navíjecí stroj jsou všechny 380V.Celkový instalovaný výkon je 65 kilowattů a skutečná výroba je 25 kilowattů (25 kilowatthodin).
Při výměně formy zvedněte tlačítko, přítlačná deska 70 kg

Čas odeslání: 16. října 2023